

For Anurag Choudhary, the story of Himadri Speciality Chemical Ltd has always been about materials and what they can become. Over the years, as Chairman, Managing Director and Chief Executive Officer, he has taken the company beyond its traditional carbon business into a wider portfolio of specialty chemicals and advanced materials, with research at the centre of that journey.
“Himadri’s current position of strength is the result of many factors working together, most importantly our consistent focus on in-house research and development (R&D) and innovation,” says Choudhary.
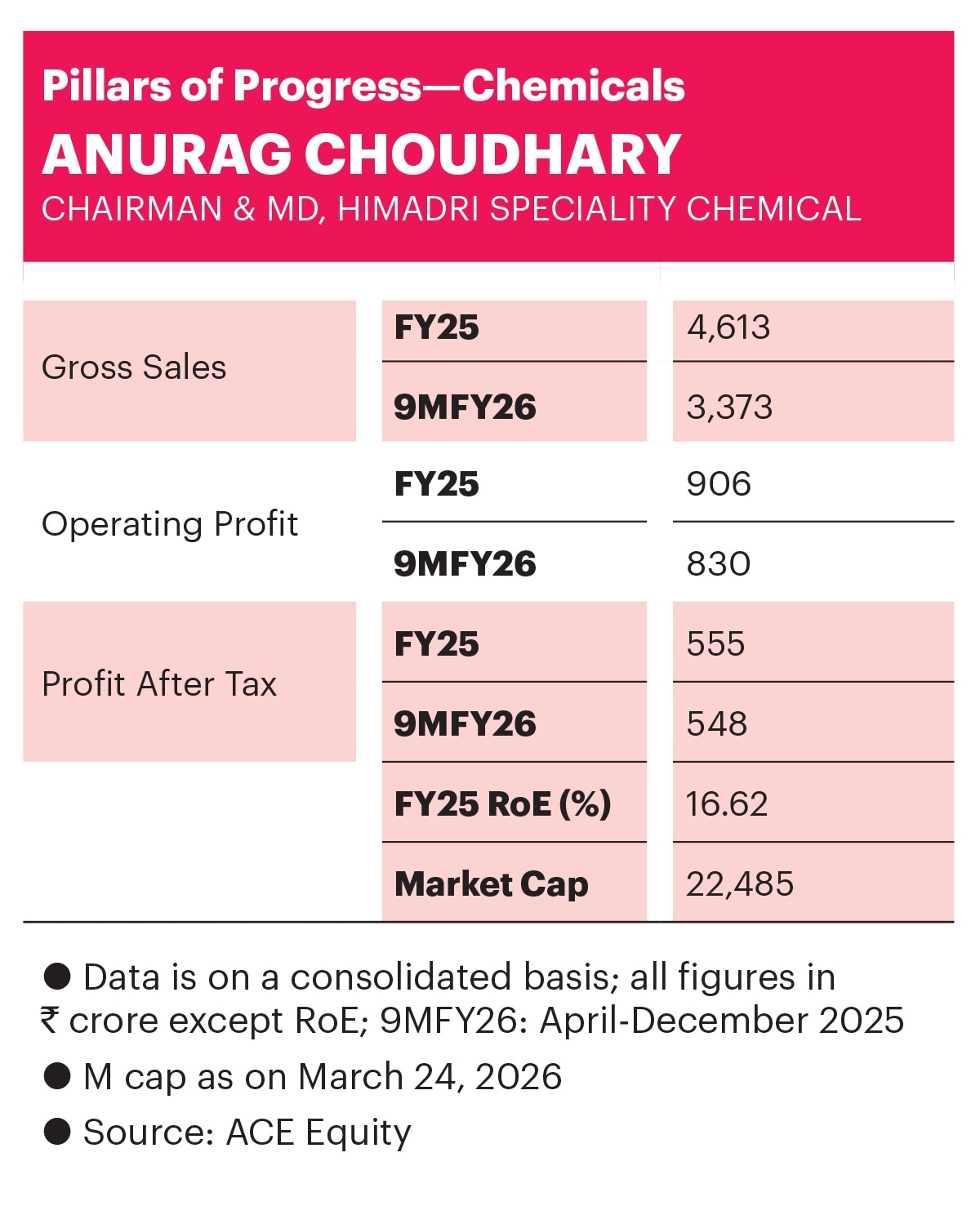
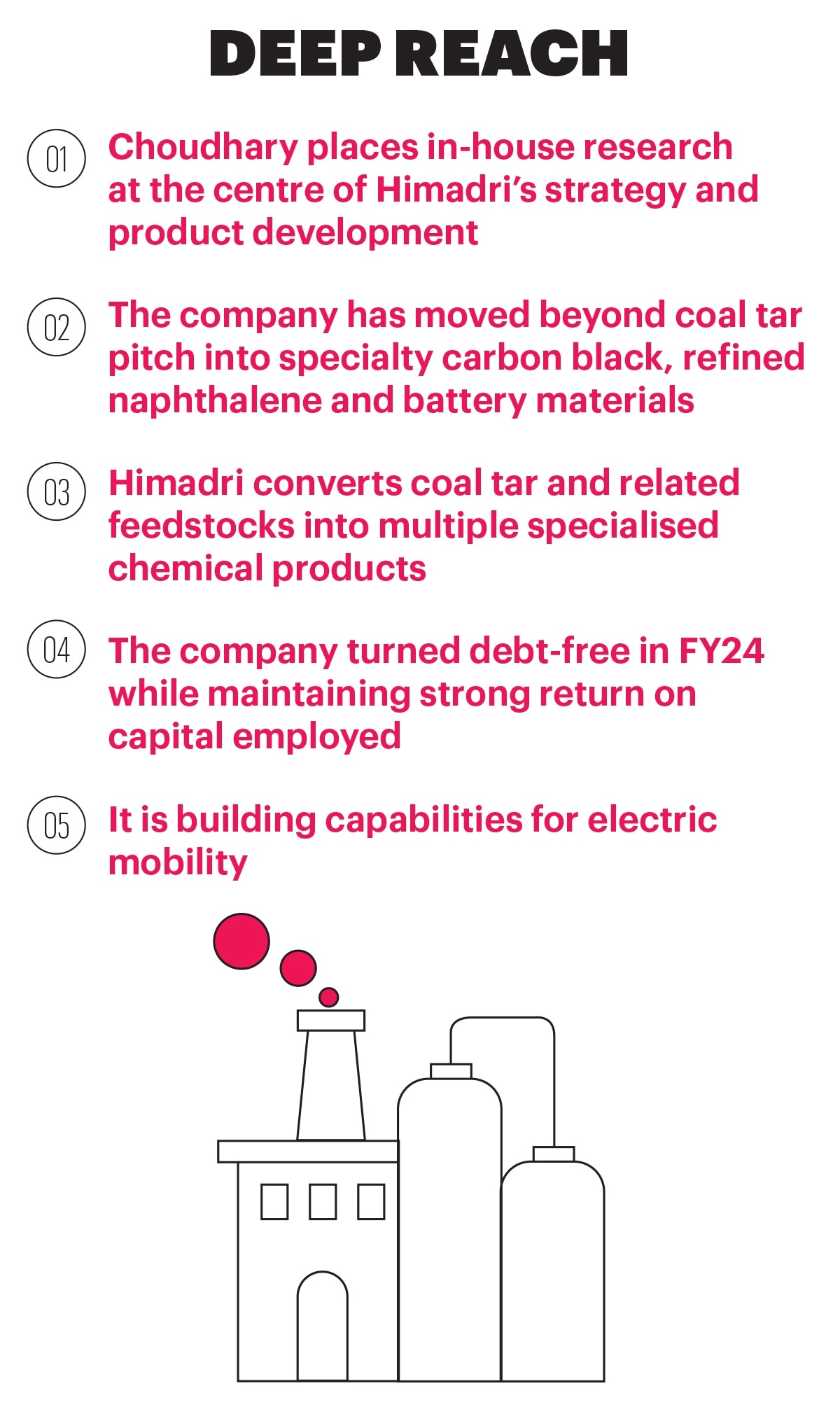
That emphasis on internal research has guided many of his decisions over the years. Under his leadership, Himadri, once primarily associated with coal tar pitch, has expanded into products such as specialty carbon black, refined naphthalene, specialty oils, sulphonated naphthalene formaldehyde or SNF (a chemical widely used as a plasticiser and water reducer in construction), and advanced battery materials. Choudhary has recognised for his contribution in this year’s BT-PwC India’s Best CEOs.
In Choudhary’s view, expanding into these areas was all about building capabilities that allow the company to serve a wider range of industries while reducing dependence on any single product line. The goal, he adds, has been to strengthen margins while ensuring steady growth.
Underlying this approach is Choudhary’s belief that chemical manufacturing is, above all, about mastering processes. When materials are understood deeply enough, Choudhary believes, they begin to reveal possibilities that go far beyond their original applications. That mindset continues to guide how he approaches both product development and long-term investments.
Choudhary often returns to the company’s roots in carbon chemistry, a discipline where even small changes in processing can significantly influence the performance of the final product.
Over time, he has overseen the development of an integrated manufacturing model that converts coal tar and related feedstocks into a range of specialised materials used across industries.

Today, the company commands more than 65% market share in coal tar pitch and over 68% in naphthalene in India. It is also among the leading global manufacturers of specialty carbon black. Yet in Choudhary’s telling, the company’s defining feature lies less in scale and more in the way it approaches product development.
“What makes this possible is a unique business model where every major product is powered by in-house R&D and innovation,” he says.
This allows multiple high-value outputs to emerge from the same raw material. Oils can be converted into specialty carbon blacks used in industrial applications. Naphthalene can be refined to high levels of purity. Coal tar pitch can serve as a key raw material for lithium-ion battery anodes.
Developing such capabilities has taken years of process refinement and experimentation.
To Choudhary, the ability to control both process and product development internally remains one of the organisation’s strongest advantages.
It also helps shield the business from supply chain volatility. Himadri’s primary raw material is coal tar, a byproduct of steel manufacturing that is largely sourced domestically from Indian steel plants, giving it a degree of insulation from the import dependence and global trade disruptions.
The past few years have been marked by supply disruptions, energy price fluctuations and uneven industrial demand. Such periods, Choudhary says, reinforce the importance of patience and long-term thinking. He chose to maintain the company’s focus on specialty products while continuing to invest in research and capacity expansion.
One example is the addition of a new specialty carbon black line at the facility in Singur, West Bengal. The 70,000 MTPA line increased total specialty carbon black capacity to 130,000 MTPA.
Another step was the acquisition of Birla Tyres, building on the company’s long association with the tyre industry through its carbon black business and offers an opportunity to understand end-use applications more closely. The decision reflects an effort to deepen the firm’s understanding of how its materials perform across industries.
Analysts appear to have bought into this approach. “Himadri is entering a new investment phase with capacity expansion across coal tar distillates, specialty carbon black and battery chemicals. These additions should support volume growth over the next few years and deepen the company’s specialty portfolio, though margins will depend on spreads and the pace of ramp-up of new capacities,” says Sanjesh Jain and Mohit Mishra, analysts at ICICI Securities.
The company has also expanded its international presence, and exports to 56 countries now. It has invested in logistics infrastructure, including terminals at Haldia and New Mangalore Port. These facilities strengthen the company’s ability to serve Southeast Asia, Australia and West Asia.
Financial discipline has also been central to Choudhary’s approach. Himadri became debt-free by the end of FY24 and maintains a strong net cash position. Much of the company’s expansion has been funded through internal accruals. Return on capital employed remains above 30%. Maintaining a strong balance sheet, Choudhary says, provides the freedom to invest in technology and research without being constrained by debt.
That also allows the firm to pursue opportunities patiently rather than reacting to short-term market cycles.
Choudhary is increasingly focused on technologies linked to energy storage and electric mobility. Lithium-ion battery materials represent one of the most important areas of focus.
As electric vehicles and energy storage systems gain traction worldwide, demand for advanced battery components is rising. Himadri is building capabilities across both anode and cathode chemistries to participate in this ecosystem.
The company is developing a lithium iron phosphate cathode active material facility with a planned capacity of 200,000 metric tonnes in phases.
At the same time, research teams are advancing work on next-generation anode technologies including natural, synthetic, hybrid and silicon-carbon materials. To strengthen its work in this area, Himadri has entered partnerships with Sicona Battery Technologies in Australia and International Battery Company in the US.
Over time, this approach has allowed the company to move beyond standard commodity chemicals toward more specialised materials tailored for particular industrial uses. That same thinking shapes the firm’s work on sustainability. Several initiatives under development focus on converting end-of-life tyres, used oils and agricultural residues into usable products.
Choudhary describes the company’s current direction as “Himadri Reloaded—The Next Chapter.” For him, the phrase captures both continuity and ambition. It acknowledges the company’s roots in carbon chemistry while recognising the need to develop materials that will support the technologies of the future. “This reflects how far we have come, the strength we have built through challenges, and the responsibility we carry to grow in a way that is sustainable and inclusive,” he says. The larger ambition, Choudhary explains, is to create an organisation where research, disciplined execution and long-term thinking remain central to every decision.
If his frequent references to the laboratory are any indication, that approach will continue to guide the company's journey in the years ahead, he says, smiling as he looks around the lab.
@neetu_csharma

